{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Back in 2018, work started on the site of one of Cheltenhams landmark buildings, the former Police Headquarters on Princess Elizabeth Way on outskirts of the city. Amber Valley Stone was selected by CALA Homes to supply 19,200 cast stone units for the project.
This was a significant development for Amber Valley Stone, CALA and locals, bringing quality villas and apartments to this highly regarded area of Cheltenham.
With the Constabulary moving to Holland House, construction was able to start on the three vacant buildings, transforming them into 67 new homes.
The planning specification for this project was natural stone, with the cost of this product making the development a non-starter. CALA engaged with AVS who, working alongside CALA’s planning team, showed the Planning Officer that reconstituted cast stone is cost-effective yet complementary to the surrounding buildings.
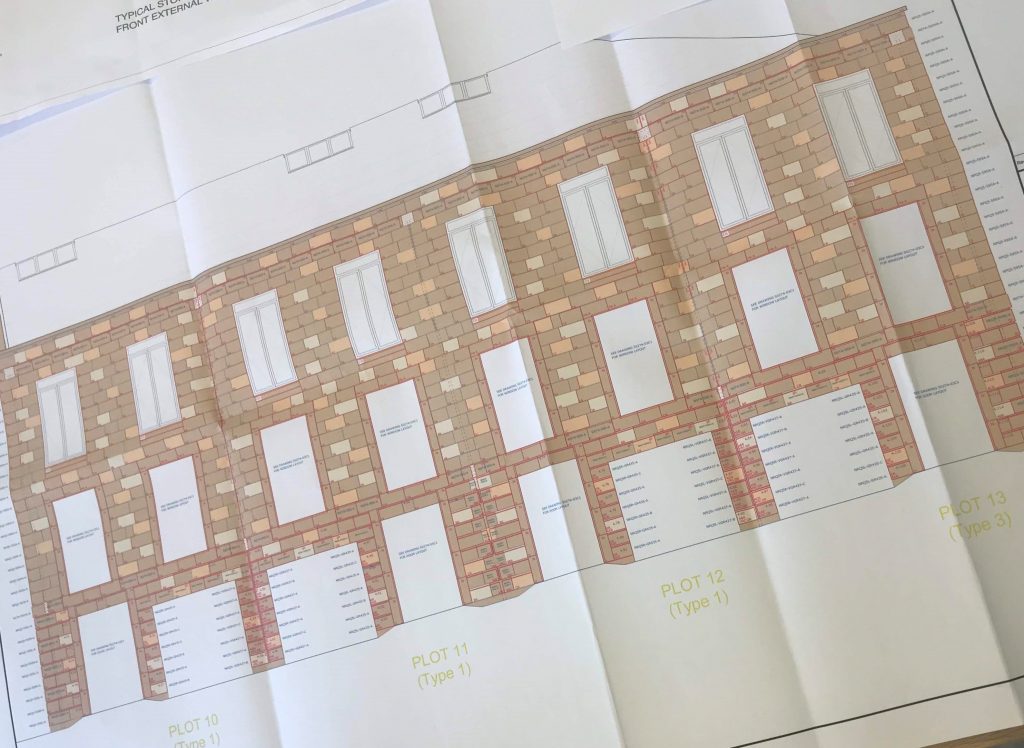
To achieve a natural look with variance across the elevations, three colours of ashlar block were supplied:
• Wet Cast: 195 units – 14 Tonnes
• Vapour Cured Semi Dry: Units 17,954 – 608 Tonnes
• GRC: Units 1,092 – 43 Tonnes
Sabrina Hassell, from CALA Homes said “With a complex project such as Cheltenham we really had to plan every aspect of the stone deliveries, we started planning almost a year before site start with Amber and after countless meetings and deliberation on how to manage this project we agreed on a strategy.
“Amber worked with our payment system to ensure that the process was as smooth as possible and the schedules matched our purchase orders and with such complex deliveries this was not a small task. We had our own project manager who knew every aspect of the project and was always able to answer any questions we had alongside Joe who kept very close to the project.
"With dedicated Project Managers, in-house teams of CAD technicians, joiners and casting operatives, Amber Valley Stone produced, delivered and installed over 665 tonnes of precast stone, which met the designs down to the last detail.
Sabrina continues “The best part of using Amber was they completely owned the project and managed the whole package from the start, nothing was ever too much trouble.”
Amber Valley Stone were recently awarded ‘Highly Commended’ for this project in the UK Cast Stone Association 30th Anniversary Awards.
Client: CALA Homes (Midlands)
Sector: Commercial Development
Materials: Wet Cast, Vapour Cured Semi Dry & GRC
Completion: 2020
Amber Valley Stone help to transform former Cheltenham Police Headquarters
Amber Valley Stone
View company profile| T | 01773 540707 |
|---|---|
| E | info@ambervalleystone.co.uk |
| W | Visit Amber Valley Stone's website |
| Amber Valley Stone, West Way, Somercotes, Derbyshire, DE55 4QJ |